


新聞動態(tài)
136 3291 9686

手機: 13632919686
郵箱:szzyal@szzyal.com
QQ:29210625
地址:深圳市龍崗大運新城榮超金融大廈19層/肇慶高新區(qū)亞鋁大街東
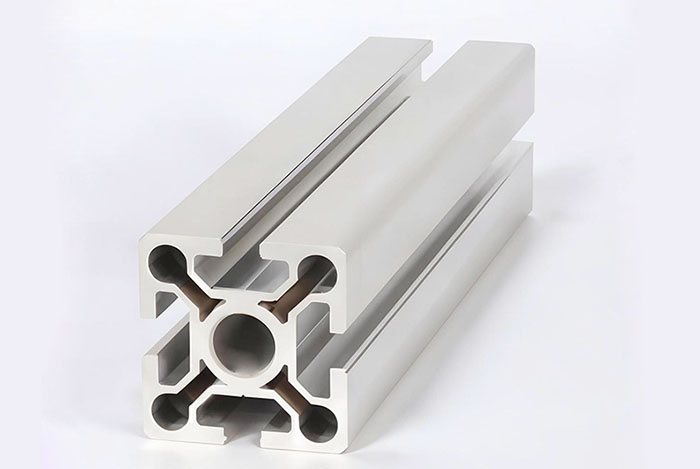
6063鋁材CNC加工:怎樣把“好擠壓”的材料做出“高外觀”的零件?
發(fā)布時間:2025-09-18 11:03:186063鋁材適合做CNC嗎?能不能既跑出高效率,又把外觀、尺寸、陽極效果都兼顧?如果你在為擠壓型材改機加工、為外觀件追光澤、或為薄壁件頭疼變形,這篇文章從材料特性、刀具與參數(shù)、裝夾與變形控制、表面與陽極、到質量與成本,把“6063鋁材CNC加工”講清楚。
一、材料讀懂:6063的“好擠壓”和“好外觀”
基礎屬性:6063為Al-Mg-Si系,可熱處理強化,常見狀態(tài)T5/T6。強度低于6061,但擠壓性、陽極著色外觀、抗腐蝕更好,是建筑型材、裝飾件、軌道殼體的常客。
機加可加工性:在鋁合金里屬中上等,切屑卷曲好、粘刀傾向小于純鋁但高于2xxx/7xxx。
T5 vs T6:
T5(擠壓+人工時效):硬度適中、韌性好、適合薄壁與外觀加工,拋光/陽極細膩。
T6(固溶+人工時效):強度更高、切削更“脆”,效率與尺寸穩(wěn)定性更好,但陽極色差管控要更細。
應用畫像:邊框、滑軌、型材腔體、裝飾蓋板、散熱片、面板結構件。特征多為長條、薄壁、腔槽多、長度尺寸占優(yōu)。
二、設計對加工的影響:幾個先天“友好點”
擠壓來料精度高:型材截面一致性好,便于以外形為基準快速定位與批量加工。
陽極表現(xiàn)強:表面晶粒細、光澤好,利于數(shù)控銑削+陽極一體化的外觀件方案。
熱變形小:相對純鋁熱膨脹可控,配合合理工藝,尺寸穩(wěn)定性不錯。
但也要注意:細長件與薄壁腔體易振、易變形;長條型材切斷后殘余應力釋放,需工藝化解。
三、毛坯與前處理:穩(wěn)定從源頭開始
毛坯選擇:型材切段、鍛造坯、板材切塊。外觀件盡量選型材T5,減少二次拋整。
時效與去應力:批量外觀件建議去應力時效(120–180℃,2–4h),薄壁長件效果明顯。
表面預處理:外觀側面預留0.2–0.4 mm精加工余量;切割面去毛刺、端面倒角,避免裝夾壓痕。
四、刀具與切削液:針對鋁的“快與順”
刀具材質:**微粒硬質合金(Carbide)**為主;鋁用高螺旋(45°–55°)、大前角、拋光槽或鍍ZrN/DLC防粘屑。
刀具選型:
立銑刀:2齒/3齒為主,槽銑優(yōu)先2齒、側銑/輪廓3齒更穩(wěn)。
鉆頭:鋁用尖角118°–130°、大容屑槽;深孔配內冷或間歇排屑。
攻牙:優(yōu)先擠壓絲錐(成形絲攻),牙底更致密,陽極后外觀好;切削絲攻要足量切削液。
鏜刀/成形刀:外觀孔位、沉頭倒角盡量一次成形,減少換刀誤差。
切削液:乳化液或微量潤滑(MQL);外觀件避免油污浸染,清潔度與pH要受控(影響陽極)。
刀柄與動平衡:中高速切削下,HSK/熱裝優(yōu)于ER夾頭;長伸刀用加長減振柄。
五、推薦切削參數(shù)區(qū)間
以硬質合金鋁用刀、FANUC類加工中心、剛性良好為前提;具體以機臺/刀具/裝夾實測優(yōu)化。
銑削表面速度(Vc):300–800 m/min(外觀精面取高值,粗加工取中值)。
每齒進給(fz):
φ6–8 mm:0.03–0.06 mm/z
φ10–12 mm:0.05–0.10 mm/z
φ16–20 mm:0.08–0.15 mm/z
徑向吃刀(ae)/軸向吃刀(ap):
自適應粗銑(HSM):ae=0.1–0.25D,ap=0.8–1.5D;
半精/精銑:ae=0.05–0.15D,ap=0.1–0.3D。
鉆孔:Vc=80–200 m/min,f=0.1–0.25 mm/rev;深徑>4D用點退+內冷。
攻牙(擠壓M3–M6):轉速800–1,500 rpm,足量潤滑;切削絲攻轉速略低。
高光倒角:單晶/金剛石刀或鏡面刀,轉速**>12,000 rpm**,ap=0.05–0.2 mm,配冷風排屑。
小算例:φ10三刃,Vc=500 m/min → n= Vc/(πD)≈ 500,000/(3.14×10)=15,900 rpm;若 fz=0.07 → F= n×z×fz≈15,900×3×0.07≈3,340 mm/min。
六、工藝路線:從“穩(wěn)毛坯”到“穩(wěn)尺寸”
首裝找正:以外形或基準孔為先導基準,長件先做端面與定位孔。
粗加工:自適應粗銑/分區(qū)開槽,留均勻余量(0.4–0.8 mm),多道分層避免熱集中。
去應力:粗后自然放置或低溫時效,再返工精加工,薄壁長件效果尤佳。
半精與精加工:
內腔→外形、由剛性強到弱;
精面走等高+等殘留刀路;
關鍵面一刀走完,避免拼刀痕。
孔系與螺紋:先精孔后攻牙,沉頭/倒角同一裝夾完成,控同軸和面跳。
去毛刺與倒角:細節(jié)決定陽極邊界線質量,統(tǒng)一R與C尺寸。
清洗與防護:超聲/去離子水清洗,干燥封裝,避免“堿洗—陽極”前的二次污染。
七、裝夾與變形控制:薄壁件的“救命指南”
裝夾策略:
軟爪/膠墊/吸真空治具,保護外觀面;
長條用多點支撐+拉緊,避免中部拱起;
型材內部腔體用脹套/定制撐塊,抑制側壁彈性變形。
刀路與熱量:
優(yōu)先小ae大ap快走刀,屑細、熱帶走;
采用順銑+高進給,降低切削力方向變化。
對稱加工:兩側/相鄰腔體交替開粗,釋放應力更均衡。
保留“筋”:在薄壁區(qū)域保留可去除的臨時加強筋,精加工前最后切除。
在線補償:精面留0.02–0.05 mm,以實際彈刀量微調刀補。
八、表面質量與高光邊:機加就能“出效果”
紋理控制:精面用小步距(0.05–0.12 mm),走刀方向與外觀方向一致,避免交叉紋。
鏡面/高光:單晶/PCD刀+高轉速+冷風,控制切深極小;倒角統(tǒng)一C0.2–C0.5更顯利落。
毛刺治理:入口以倒角預破、出口以減小背吃刀+刀路緩出;后處理用尼龍輪/玻纖筆定向去毛刺。
清潔度:機加工后不殘留硅油/重油,否則陽極“麻點/魚鱗”。用中性清洗劑并充分干燥。
九、陽極氧化與著色:6063的強項要被利用
前處理:去油→堿洗→中和→化學拋光(可選)→陽極→封孔(蒸汽/鎳鹽)。
色差控制:同爐、同批、同時長;復雜件分面掛具位置一致。
機加工影響:粗糙度Ra≤0.8 μm可得到均勻的亞光;高光邊會更亮,需在設計上刻意呈現(xiàn)或刻意弱化。
封孔質量:關系到耐蝕與指紋抗性;戶外件盡量做足封孔、鹽霧與百格測試留檔。
十、檢驗與公差:外觀件≠放棄尺寸
尺寸與形位:關鍵面平面度/平行度/同軸度按IT7–IT9設計更現(xiàn)實;長件直線度建議分段控制。
表面粗糙度:精面Ra 0.8–1.6 μm常見;滑動配合/密封面可壓到Ra 0.4 μm。
外觀檢:45°光源+對比板;陽極后二次全檢色差ΔE與點狀缺陷。
功能測試:裝配試配、滑移/卡扣力、疲勞點動;螺紋環(huán)/塞規(guī)全檢關鍵孔牙。
十一、常見問題與對策
變形拱起:治具支撐不足→加中支撐/臨時筋;工序順序不當→改為“內腔-外形—對稱交替”。
刀痕與波紋:刀柄跳動/動平衡差→換熱裝或校正;步距過大→減步距、增轉速。
毛刺難控:刀具鈍化→換刀;切削力大→減ae、增進給;出口銳角→改小坡出刀。
粘刀:切削液污染或濃度低→更換;刀槽拋光不足→換鋁用拋光槽;溫度高→冷風+MQL。
陽極色差:混批來料→同爐同批;油污殘留→提高清洗等級;晶粒方向差異→外觀面刀路統(tǒng)一。
十二、成本與交期:把錢花在“看得見”的地方
影響成本的五件事:治具一次性投入、刀具壽命與轉速、排屑與清洗、陽極合格率、返工率。
效率抓手:自適應粗銑+大進給;多件并裝;在線測量減少反復裝夾;先批量跑“準成品”,陽極前統(tǒng)一精修關鍵裝配面。
報價清單要點:材質與狀態(tài)、毛坯來源、表面要求(Ra/陽極色號/高光邊)、年用量與批次、關鍵公差與檢具、交付包裝與防護。
十三、打樣到量產:一條可復用的節(jié)拍
工藝評審:尺寸/外觀/陽極樣板對齊,明確“可見面與隱蔽面”。
小批試產:記錄刀補、變形量、良率;對比兩套參數(shù)的CT/表面差異。
陽極確認:色號、封孔、耐磨、鹽霧;同一掛具工藝文件固化。
量產固化:治具編號、機臺/刀具/程序版本鎖定;SPC抽檢關鍵尺寸與色差。
持續(xù)優(yōu)化:以報廢/返修Top3為切入,循環(huán)優(yōu)化刀路與治具。
6063鋁材并不難加工,難在把“擠壓友好”和“外觀友好”同時發(fā)揮到位。 選對刀具與參數(shù)、把裝夾與應力控制好、把清潔和陽極當作同等重要的“工序”,再用可復制的檢驗與臺賬把過程鎖住,你就能穩(wěn)定做出高光澤、低變形、好裝配的6063鋁件。